免费试学
免费试学
气缸垫的更换操作方法
判定为气缸垫烧蚀故障后,要按照正确的力法更换,以提高气缸垫的密封质量。 (1)拆卸缸盖螺栓时,必须等发动机完全冷封之后再进行,拆卸时要按照“从两边向中间 对角均匀松开”的原则,以防止缸盖发生翘曲变形。 (2)清除旧的气缸垫,清洁气缸盖及气缸体密封表面。 此项工作要求特别的耐心细致, 要彻底清除密封表面的旧密封胶、积炭及腐蚀生成物,并用压缩空气吹干净
(3)检查气缸盖与气缸体密封表面有无变形。 用直尺和厚薄规沿着密封表面的纵向和横 向分别检查,一般要求在气缸体与气缸盖的密封面全长上不平度不大于 0.10mm,在任何 100mm 的长度上不平度不大于 0.03mm,在密封面上不能有任何的凸起或凹陷部位。检查 缸套上端面高于气缸体上平面的高度,要在规定的 0.05~0.15mm 范围内。
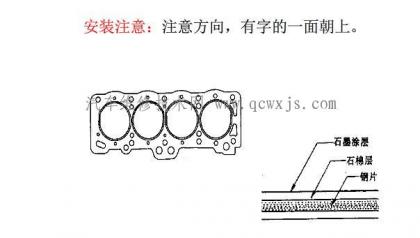
(4)选用的气缸垫必须是符合要求、质量可靠的原厂配件 安装时要注意其安装方向, 基本原则是卷边朝向易修整的接触面或硬平面。 ①如果气缸垫本身有安装标 志,则按安装标志进行安装。 ②无标志,缸盖为铸铁,卷边朝向缸盖,缸盖为铸铝时,卷边 要朝向缸体,当缸盖缸体均为铸铝时,卷边朝向湿式缸套的凸沿。
(5)缸盖螺栓的紧固方法: 缸盖螺栓的紧固是保证气缸垫密封质量的最重要的一环,此 项操作的规范与否,直接影响气缸垫的密封质量,必须严格按照技术标准进行操作,同时有 一些细节问题必须加以注意: 清理螺纹, 并用压缩空气吹干净。 ②彻底清洁缸盖螺栓, 认真检查螺栓, 如果有裂纹、点蚀及颈缩现象就应报废不能继续使用。 用卡尺测量螺栓在自由状态下的长度, 如果螺栓的塑性变形量超过 1.5%就不能再继续使用。还有一些发动机生产厂在拧紧缸盖 螺栓时是将螺栓扭紧到材料的屈服点, 用这种方法可以在缸盖上形成更为一致的夹紧力, 以 保证气缸垫的可靠密封。因此这种螺栓是按照仅使用一次的标准设计的,拆卸后必须更换。 如果使用旧螺栓,再次扭紧到材料的屈服点,就会产生薄弱点,造成气缸垫密封失效。 ③缸 盖螺栓在安装前要在螺纹部分及法兰支撑面处涂少许机油, 以减轻螺纹副处的干摩擦。 ④对 于分体式缸盖,在紧固缸盖螺栓前要将分水管及进气管安装到缸盖上(不装垫片),并按规定 的力矩紧固, 否则可能会由于缸盖侧面不在同一平面上而发生漏水或漏气的故障。 ⑤按技术 规范紧固缸盖螺栓。 各种不同的发动机缸盖螺栓的紧固方法及力矩是不同的, 总的原则是应 从中间向两侧对称地扩展交叉进行,分 2~4 次扭紧至规定扭矩,在发动机热车时再重复紧 固。 ⑥由于材料膨胀系数的不同, 为了防止受热后缸盖螺栓的膨胀大于铸铁缸盖的膨胀而使 压紧度降低, 对于铸铁缸盖要在发动机达到正常工作温度时再进行第 2 次扭紧, 铝合金缸盖 由于其膨胀系数大于钢,所以在发动机热起后,压紧力会更大,故只需在冷态下一次扭紧即 可。 |